An adapter was required for the rotary table to reduce the diameter of the center spindle. This was chosen as opposed to making a smaller spindle and avoiding the single point threading.
A 1 1/2" length of 3/8" brass hex stock was faced on one end, drilled and reamed to 0.250" to a depth of 7/16".
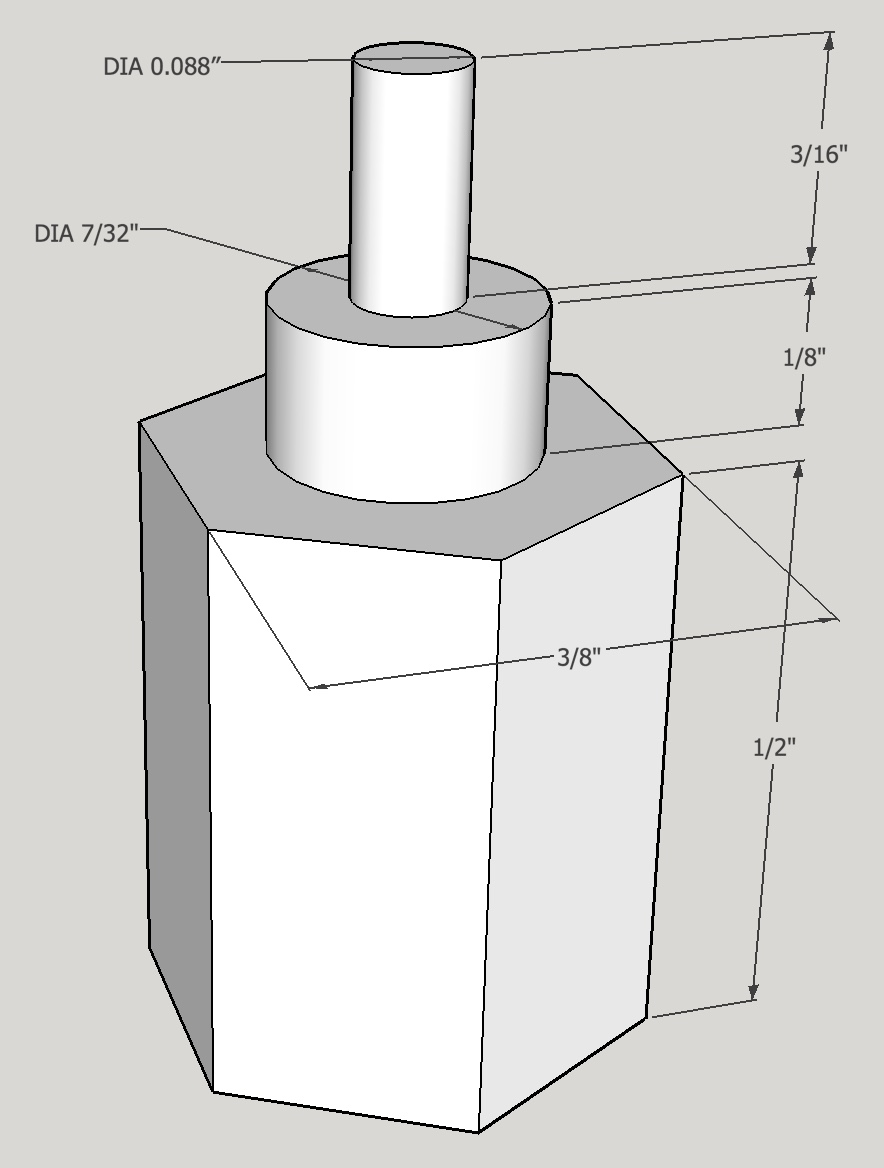
Not shown in the plan is this hole drilled to depth.
The end and the hole were slightly chamfered. The bar was then cut down to 7/8" with a hacksaw and the sawn end faced. The bar was reduced to 7/32" for a distance of 5/16". 3/16" was further reduced to 0.089" which was a sliding fit in the 4-40 tapped holes that were to be held on the rotary table.
The three levels were slightly chamfered to complete the adapter.
